@AndroidCZ Já tě plně chápu, taky jsem to řešil a vlastně pořád řeším ...
Takže mé současné nastavení:
Rebel 2 JRC, tryska 0.4, Slic3r 1.2.9, tiskárnu mám kolem půl roku.
Nastavení rychlostí na obrázku používám pro běžný tisk, ale nějaká kvalitativní degradace tam dle mého názoru není.
Černé PLA Mladeč, HE 200 až 240 (nejvíce tisknu 210), HB 30 - 55 (nejvíce tisknu 30 či 40). Na čisté sklo či tuhé lepidlo. Chlazení jede na plný plyn.
Rychlosti pro mosty snižuju na 40mm/s, pro malé výplně na 50mm/s (kvůli vibracím -- pak už mi moc poskakuje kamerka) a zbytek je na 0, tedy automaticky se vypočítá dle posledních dvou parametrů.
Ty znamenají, že maximální rychlost tisku nepřekročí 120mm/s a nepřekročí průtok 12mm^3/s v trysce. Což je pro mě úplně skvělá volba, protože často mám stejné nastavení a jen měním výšku vrstvy (třeba 0.15 až 0.35). Jenže Slic3r tím automaticky změní i šířku vrstvy a tedy ve výsledku se velmi mění průtok v trysce.
Příklad (zjednodušeně, ale funguje to):
Tisknu draka a záleží mi na detailech. Výška vrstvy 0.2, šířka všude 0.4. Maximální rychlost tisku je 12/(0.2*0.4) = 150mm/s. => Slic3r ji omezí prvním parametrem na 120mm/s.
Tisknu díl k bazénu. Výška vrstvy 0.3, šířka automaticky a Slic3r zvolí místama až 0.87. Tedy maximální rychlost tisku je 12/(0.3*0.87) = 45mm/s. => Slic3r ji omezí právě tímto parametrem. Ve výsledku bude reálná rychlost kolem 65mm/s pro vnější perimetry (kde Slic3r zvolil menší šířku vrstvy) a právě 45mm/s v infillu (kde Slic3r zvolil větší šířku vrstvy).
S tou rychlostí problém nemám, naopak bych řekl, že je vše hladší a "lesklejší". Na číslo 12mm^3/s jsem přišel "počítáním" a testováním na tiskárně. Někdy ho snížím třeba na 10mm^3/s.
Takhle si vlastně "zaručuji maximální rychlost tisknu" -- kterou buď akceptuji (120mm/s) nebo tiskárna zvládne "utavit" (12mm^3/s).
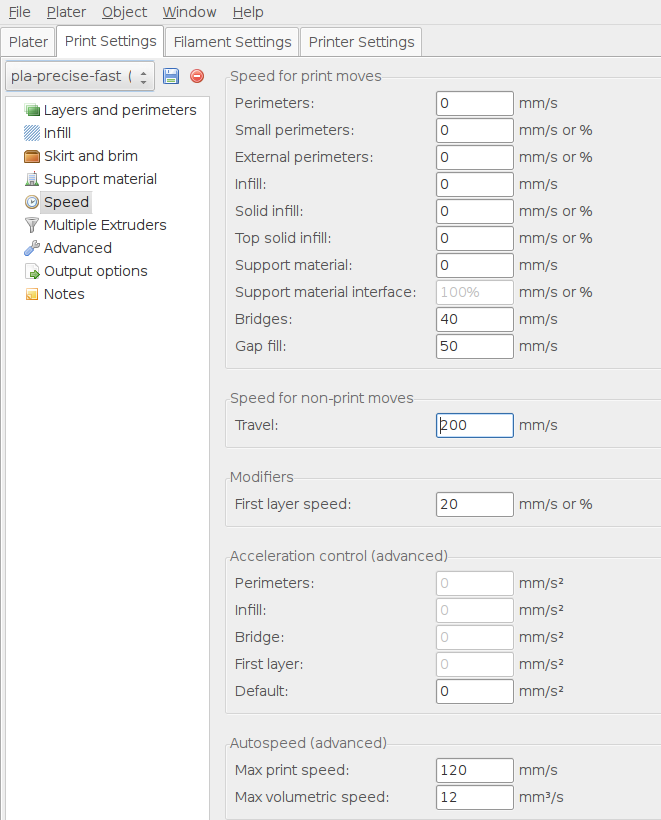
- slic3r-speed.png (86.25 KiB) Zobrazeno 11451 krát

 Nebo jsi admin :D")